All done, and Thanks all for the helpful comments and suggestions!!
I used the 4130 sheet to make the "washer". It was overkill with the .125" thickness, I should have just used .065" and it would have been fine, eh well.
McMaster had nice hole saw, I went over size a little so that the resulting inner disk that drops out when done was closer to the 1.5" OD I wanted. The pilot drill was of course smaller that the 1/2" ID hole I needed, but easy to drill that out afterwards.
I found the 4310 tube from ACS, .5"OD x .120 wall, .26" ID.
Thanks to my trusty old Harbor Freight mill I was able to easily back drill (mill) thru the washer (after alignment by hand, with drill/mill not running). This made perfect fit for the 1/2" 4130 bushing.
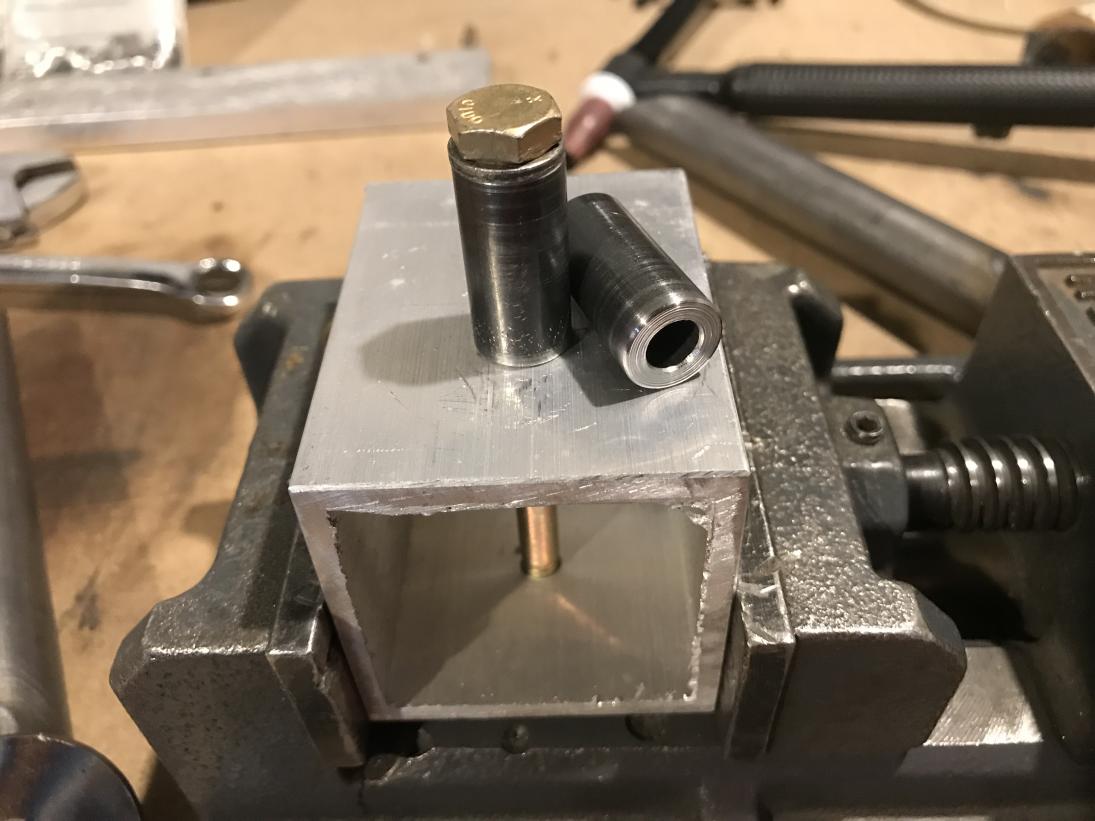
I made quick holding fixture from scrap 2x2 alum channel, then tack welded first, final welding later.
Welding was done on my little HTP america TIG invertig welder (I love that little work horse). I used 100% argon shielding gas, and filler rod was ER70S-2.
Enjoy the pics, maybe others can benefit so I share .. Thanks again guys!! Kevin















Kevin

 Ostrich Gyroplane:
Ostrich Gyroplane:
 Reply With Quote
Reply With Quote



